


アルミVE事例
アルミプレートに対するタップのVE設計ポイント
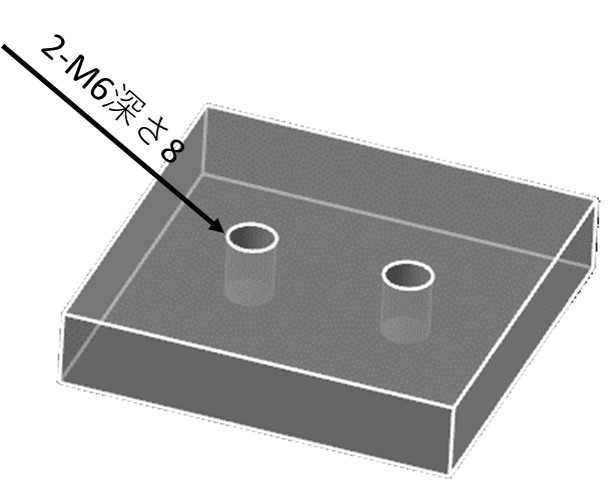
Before
今回はアルミ切削品に対してタップ加工を行う際のVE事例をお伝えします。この図面のように、板厚とタップの有効深さの差が少ないものがあります。こうしたタップ加工を行おうとすると、まずドリルで下穴を9mm以下で空け、タップを立て、さらにガイド部分をカットしたタップを用いて手仕上げにてさらう必要があります。非常に手間がかかる上、裏面が膨らむ可能性もあり、タップの数が増えると加工時間も大幅に増えてしまいます。そこで、アルミ切削.comでは次のような提案をさせて頂きます。
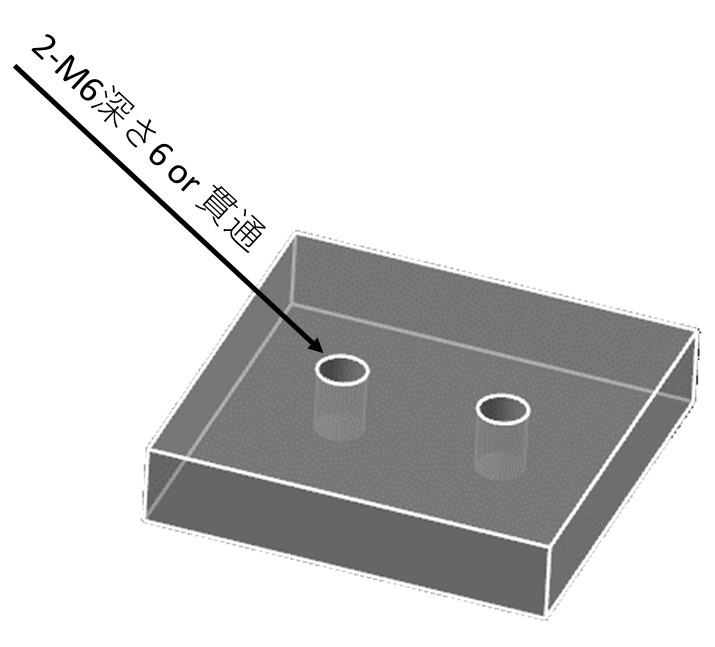
After
アルミ切削品のタップ加工においては、タップの大きさにもよりますが、有効深さは板厚の6割程度に抑えるか、貫通させることで加工時間の短縮になりコストダウンになります。アルミに対するタップ加工の数が多ければ多いほどその効果は高まります。アルミ切削品のVEならぜひお問合せください。設計が終わってからですと大幅な変更はできないと思いますので、検討段階からお声掛け頂けると助かります。
たかがタップ加工、されどタップ加工。タップ加工ひとつとっても、ちょっと気の利いた設計を行うことで、アルミ切削品は大幅な工数削減を実現することができます。それはつまり、アルミ切削品を手にする皆さんがリーズナブルに加工品を入手できることに繋がります。こうした「アルミ切削加工のキモ」のような部分は、なかなか設計されている方々は全てを把握して設計を行うことは不可能に近いので、アルミ切削.comに設計段階からお声がけ頂ければ、お客様のモノづくりの競争力向上のお手伝いをいたします。
アルミプレートに対するタップのVE設計ポイント
コストダウン
大物のアルミ切削加工から、複合加工・5軸加工、
小物マシニング加工・旋盤加工まで。
アルミ加工のことならお任せください。
072-883-1596072-883-1596(受付時間:平日9:00〜17:00)


